Strojárske podniky stále viac integrujú vysoko presné meracie zariadenia do výrobných procesov. Napríklad pomocou ovládacieho prvku predbežného lisovania môžete získať diely s optimálnymi geometrickými parametrami až do 0,01 - 2 μm. Najmä výroba takýchto prvkov je dôležitá v leteckej a priestorovej konštrukcii, čo si vyžaduje použitie komplexných precíznych komponentov. Tiež nie je vylúčené, a použitie týchto techník v ťažkom priemysle, slúžiace potrebám širokého publika masového trhu. Tieto továrne používajú súradnicový merací stroj (CMM), ktorý umožňuje riadiť výrobné procesy a disky Manipulácia, šidlá, piestne prvky spotrebných dielov a tak ďalej. D.
Princíp fungovania zariadenia

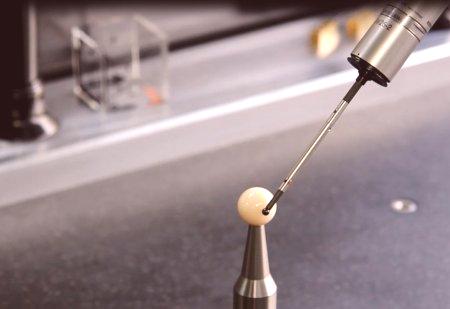
Celý proces možno rozdeliť do dvoch etáp. Na prvom mieste sa vytvorí koordinačný model alebo schéma, v ktorej sú distribuované kontrolné body. Počet zapisovateľných lietadiel sa môže líšiť v závislosti od typu zariadenia. Najjednoduchšie modely skenujú objekt v systéme postavenom na osiach X, Y, Z vzhľadom na základný bod. Viac technologický 6-osý súradnicový merací stroj je založený na princípe paralelnej kinematiky. To znamená, že prevádzkovateľ dostane dynamický model v tvare zrezaného ihlanu, ktorá obsahuje meracie 6 na pohyblivom vozíku. Druhá fáza zahŕňa priame čítanieinformácie o geometrických parametroch skúmaného objektu. To sa vykonáva pomocou sond alebo snímačov, ktoré skenujú cieľovú časť. Tam sú kontaktné a bezkontaktné typy sond - v tomto poradí, prvý interakcie s pracovným povrchom, a druhý pracujú na princípe vĺn. Typické meranie súradníc stroje v strojárstve zvyčajne pracujú na piezoelektrické senzory, ktoré môžu byť doplnené mechanickými elektroocele stýkača. Jedná sa o tradičné snímacie zariadenie, nedostatky, ktoré zahŕňajú vysokú úroveň presnosti, ktorý je spôsobený rozdiel v sile dotykových sond. A tu by mala odkazovať na existujúce spôsoby kontroly, ktoré sú pravidelne zlepšila.
Kontrolné metódy
V prvej generácie systémov používa metóda plážové-šablóna účty geometrická dáta, ale teraz podniky sa sťahujú do besplazovыy. Hlavný rozdiel medzi týmito spôsobmi je, aby sa zabránilo fyzikálnej šablóny a formy, ktorými sledovať. Nové moduly využívajúce elektronické KIM model, ktorý poskytuje trojrozmerný obraz výstup "na základe matematických výpočtov. Aká je výhoda takéhoto zariadenia na meranie súradníc? Po prvé, zjednotenie zložitých dát, ktoré môžu byť použité pre ďalšie výpočty. Zhromaždené informácie sú uložené v databáze a automaticky odovzdaná na kontrolu ďalších dielov, ktoré sa zaoberajú v častiach súvisiacich s výskumom. Ako výsledok, ktorý je optimalizovaný a výrobného procesu, presné stroje a časti do seba zapadajú. V tomto prípade av segmenteVoľné techniky majú svoje vlastné technologické odvetvia. Je potrebné rozlišovať holografické, optické a fotogrammetrické metódy kontroly. Najsľubnejšia je laserová metóda skenovania objektu.
Vlastnosti riadenia laserom
Digitálna metóda je v podstate charakterizovaná flexibilitou vo vytváraní modelov podporujúcich rôzne typy meraní - napríklad uhlové a lineárne. V procese skenovania sa vytvorí laserový lúč s použitím difrakčného efektu. Takáto kontrola sa častejšie používa pri výrobe hriadeľov, prevodových prvkov, podvozkov atď. Pomocou zariadenia na prijímanie fotografií sa realizuje aj neparalelná kontrola parametrov výrobku. V tomto prípade laserový stroj na meranie súradníc umožňuje určiť veľkosť otvorov, chyby posunu, vibrácie a iné charakteristiky. V budúcnosti, podľa výsledkov diagnostiky, inžinier urobí rozhodnutie o vyvažovaní alebo čiastočnom mechanickom vývoji jednotky. Na meranie zaťaženia sa používa refrakcia lasera. Táto technológia zaznamenáva posunové indexy so statickým zaťažením na cieľovej ploche ozubených hriadeľov a technických prostriedkov.
Charakteristiky CIM
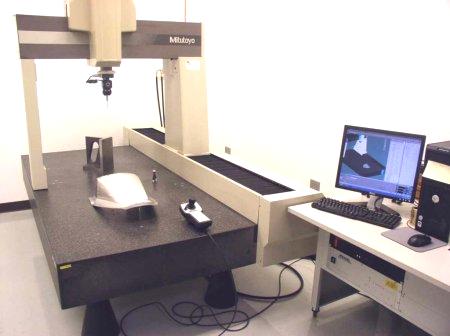
Podľa ich veľkosti a konštrukcie tieto stroje pripomínajú priemyselné obrábacie jednotky, ale hlavné výkonnostné charakteristiky sa odrážajú v presnejších riadiacich jednotkách a technických údajoch. Zahŕňajú nasledujúce parametre typického modelu:
Chyba merania - rozsah od 01 do 01 mm.Pohyb osí v osiach - 700-1000 mm a v jednom zariadení sa charakter pohybu na rôznych osiach môže líšiť. Najvyššia prípustná hmotnosť obrobku - priemyselný merací stroj na meranie súradníc schopný obsluhovať diely s hmotnosťou do 1000 kg Výkon - priemer 1500 W. Napätie - 380 W s toleranciou až 10% oscilácie. Prevádzková teplota - 10-35 ° С. Klasifikácia strojov podľa spôsobu hospodárenia
Modely, ktoré používajú moderné metódy merania, ktoré sú riadené hlavne pomocou diaľkových panelov. Zásada programovej kontroly, ktorá je založená na práci meracích prístrojov založených na CNC (numerické programovanie), sa realizuje. Hlavná časť kontrolných a meracích systémov dnes funguje v rámci kombinovanej schémy. Ide o kombináciu mechanických a elektronických ovládacích prvkov s prvkami automatizácie. Vylepšené zariadenie a vôbec poskytuje spojenie tých istých sond s paralelne fungujúcim výrobným zariadením, na ktorom sa vydávajú priľahlé časti. Používa sa aj tradičná konfigurácia ručného ovládania. V tomto prípade je operátor súradnicového meracieho prístroja priamo na riadiacej linke a interaguje s technikou pomocou špeciálneho joysticku. Tento model sa používa v plazmových vzorových agregátoch a postupne sa dostáva do minulosti.
Klasifikácia podľa konštrukčného riešenia
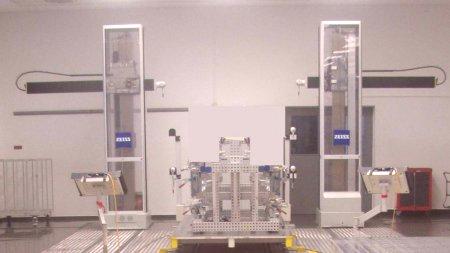
V závislosti od prevádzkových podmienok a úloh spracovania je možné použiť horizontálne, vertikálne a mostíkové typy.KIM. Prvá verzia poskytuje vysokú presnosť vďaka rigidnosti dizajnu. V tomto prípade má operátor priamy prístup k vnútornej štruktúre cieľového objektu. V praxi sa horizontálne inštalácie často používajú pri údržbe malých častí. Vertikálne súradnicové meracie stroje sa považujú za najpresnejšie, preto sa používajú v zodpovedných metrologických výskumoch. Použitie takéhoto zariadenia však bude vyžadovať termostat shop, rovnako ako vysoké náklady na údržbu systému. Pokiaľ ide o mostové stroje, vďaka zariadeniu odolnému proti opotrebovaniu umožňujú pracovať s veľkými výrobkami.
Mobilné a pevné CIM
V zásade sa stacionárne stroje používajú na zväzkoch dopravníkov, ktoré sú orientované na špecifické úlohy údržby predvalcov s určitými parametrami. Pri spracovaní unikátnych veľkoplošných polotovarov však môže byť potrebný prieskum "odchodu". V tomto prípade budete potrebovať prenosný merací stroj s súradnicami, ktorý je vybavený viacosovými riadiacimi jednotkami. Niekoľko funkčných rukávov s citlivými snímačmi analyzuje objekt na diaľku odoslaním údajov do počítača alebo iného zariadenia, ktoré spracováva informácie.
Použitie CIM
Riadiace a meracie systémy v rôznych konštrukciách sú potrebné v strojárskych, leteckých, metalurgických a iných podnikoch. V malých továrňach a dielňach sa napríklad často používajú kompaktné ručné jednotky.Presná kontrola v tomto prípade umožňuje vyrábať exkluzívne malé časti so správnou geometriou. V komplexných technologických procesoch sa používanie koordinačných meracích strojov ospravedlňuje a je to spôsob, ako kombinovať niekoľko fáz výroby. Napríklad riadiaci uzol môže slúžiť ako centrum zhromažďovania informácií o všetkých častiach a podrobnostiach konštrukcie alebo hotových technických prostriedkov, ktoré minimalizujú riziko chyby.
Záver
Zavedenie CIM do výrobného procesu je už dlho indikátorom moderného prístupu k podnikateľskej činnosti. Odmietanie zastaraných prístupov k ovládacím prvkom a zariadeniam pomocou šablón zvyšuje kvalitu montáže aj technologickú efektivitu pracovného priestoru. Súčasne sa v rôznych aspektoch pravidelne zlepšuje nová generácia meracích zariadení na kontrolu geometrických parametrov. Takže pokročilý smer vývoja možno nazvať bezkontaktné laserové skenery, ktoré sa líšia v jednoduchosti použitia a vysokej presnosti analýzy. Jedinou nevýhodou progresívnych systémov tohto typu sú vysoké náklady a vysoké náklady na služby. V tomto štádiu sú laserové modely koordinačných meracích systémov k dispozícii len pre veľké priemyselné komplexy, ako aj pre výskumné centrá.